맞대기 용접 피팅의 재료 선택 올바른 재료를 선택하는 것이 선택의 첫 번째 단계입니다.
맞대기 용접 평등 티는 무엇이며 배관에 어떻게 사용됩니까?

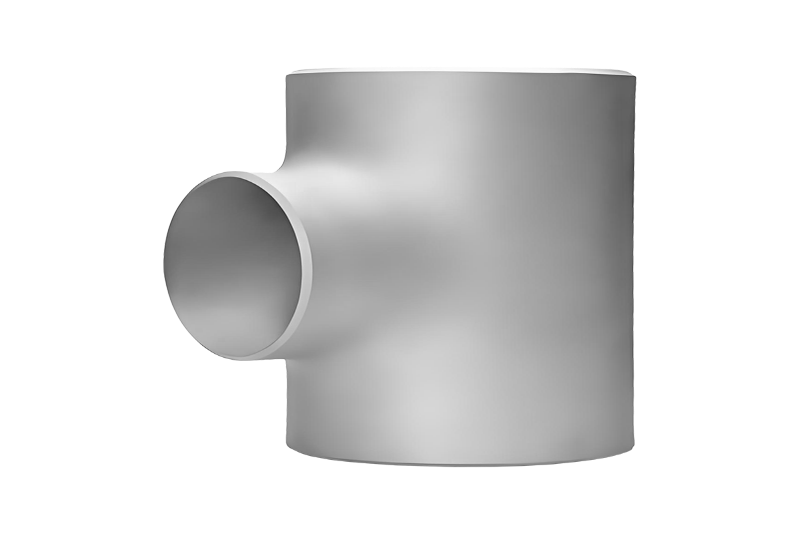
산업용 배관 시스템에서는 모든 피팅의 신뢰성이 전체 네트워크의 무결성을 결정합니다. 가장 필수적인 구성요소 중에는 맞대기 용접 동일 티가 있습니다. 이는 세 출구 모두에서 동일한 직경을 유지하면서 흐름을 90도 분기에서 분할하거나 병합할 수 있는 파이프 피팅입니다. 공정 플랜트, 수처리 시설 또는 석유 및 가스 파이프라인을 설계하는 경우 맞대기 용접 이퀄티를 이해하는 것은 올바른 엔지니어링 결정을 내리는 데 필수적입니다.
맞대기 용접 이퀄 티란 무엇입니까?
에이 맞대기 용접 평등 티 일반적으로 직선형 티 또는 동등 티 피팅이라고도 하는 은 세 개의 연결 포트가 모두 동일한 공칭 파이프 크기(NPS)를 공유하는 T자형 파이프 피팅입니다. 맞대기 용접을 통해 인접한 파이프에 연결되도록 설계되었습니다. 이 용접은 파이프 끝이 면을 맞대고 정렬되고 열을 사용하여 서로 융합되는 공정입니다. 이 방법은 파이프 자체와 비교할 수 있는 구조적 무결성을 갖춘 영구적인 누출 방지 조인트를 생성합니다.
"동일" 지정은 런 파이프와 분지 파이프의 직경이 동일함을 의미합니다. 이는 분기 출구가 런보다 작은 리듀싱 티와 대조됩니다. 단일 접합점에서 모든 방향으로 균일한 흐름 분포가 필요한 경우 동일한 티가 선호됩니다.
티 피팅의 맞대기 용접은 어떻게 작동합니까?
맞대기 용접은 파이프 구성요소를 결합하는 가장 구조적으로 건전한 방법 중 하나입니다. 이 공정에는 용접 필러 재료가 깊이 침투하여 완전 관통 용접을 형성할 수 있는 홈을 만들기 위해 특정 베벨 각도(일반적으로 30°~37.5° 사이)로 파이프 끝과 피팅 끝을 준비하는 과정이 포함됩니다. 올바르게 실행되면 용접 접합은 거의 100% 효율성을 달성합니다. 이는 모재와 동일한 압력 등급을 유지할 수 있음을 의미합니다.
맞대기 용접 동일 티의 경우 3개의 별도 맞대기 용접이 필요합니다(런 엔드에 2개, 분기 출구에 1개). 각 용접의 품질은 매우 중요합니다. 고압 또는 고온 응용 분야에서는 방사선 사진 테스트(RT) 또는 초음파 테스트(UT)와 같은 비파괴 테스트(NDT)가 용접 후 수행되어 각 조인트의 무결성을 확인합니다.

맞대기 용접 평등 티에 사용되는 일반적인 재료
맞대기 용접 이퀄 티는 다양한 서비스 환경에 맞게 다양한 재료로 제조됩니다. 재료 선택은 피팅의 내식성, 온도 내성 및 기계적 강도에 직접적인 영향을 미칩니다. 다음은 가장 일반적으로 사용되는 재료입니다.
- 탄소강(ASTM A234 WPB): 범용 배관에 가장 널리 사용되는 재질입니다. 적당한 비용으로 우수한 강도를 제공하며 -29°C ~ 427°C의 온도에 적합합니다.
- 스테인레스강(ASTM A403 WP304/316): 화학 처리, 식품 및 음료, 해양 응용 분야와 같은 부식성 환경에서 선호됩니다. 316등급은 염화물로 인한 부식에 대한 탁월한 저항성을 제공합니다.
- 에이lloy Steel (ASTM A234 WP11/WP22): 동력 보일러, 정유소 등 고온, 고압 시스템에 사용됩니다. 크롬-몰리브덴 합금은 향상된 크리프 저항성을 제공합니다.
- 듀플렉스 및 슈퍼 듀플렉스 스테인리스 스틸: 강도와 내식성이 모두 중요한 해양 및 해저 응용 분야에 선택되었습니다.
- 니켈 합금(인코넬, 모넬, 하스텔로이): 에이pplied in extreme environments involving aggressive chemicals, very high temperatures, or cryogenic conditions.
주요 치수 표준 및 사양
맞대기 용접 이퀄 티는 배관 시스템 전반의 호환성을 보장하기 위해 국제적으로 인정된 치수 및 재료 표준을 준수해야 합니다. 조달 및 엔지니어링 팀은 설치 전에 피팅이 해당 사양을 충족하는지 항상 확인해야 합니다.
| 표준 | 범위 |
| 에이SME B16.9 | 공장에서 제작한 단조 맞대기 용접 피팅(치수 및 공차) |
| 에이SME B16.28 | 짧은 반경의 엘보우 및 리턴(B16.9와 함께 참조) |
| 에이STM A234 | 중간 온도 및 높은 온도용 탄소 및 합금강 파이프 피팅 |
| 에이STM A403 | 단조 오스테나이트계 스테인리스강 배관 피팅 |
| MSS SP-75 | 고압 서비스를 위한 높은 테스트의 단조 맞대기 용접 피팅 |
| EN 10253 | 맞대기 용접 파이프 피팅에 대한 유럽 표준 |
벽 두께 일정(Sch 10, Sch 40, Sch 80, Sch 160, XXS)에 따라 피팅의 압력 성능이 결정됩니다. 내부 보어가 플러시되고 적절한 용접 준비가 이루어지도록 일정은 연결 파이프와 일치해야 합니다.
제조 방법: 이퀄 티는 어떻게 생산되나요?
생산 방법은 피팅의 기계적 특성, 표면 마감 및 치수 정확도에 영향을 미칩니다. 두 가지 주요 제조 접근 방식은 다음과 같습니다.
열간성형(압출법)
이는 더 큰 직경의 티에 대한 가장 일반적인 제조 공정입니다. 사전 성형된 파이프 또는 플레이트를 가열한 다음 다이에 수력으로 압축하여 티 모양을 만듭니다. 분기가 주 계단진행에서 바깥쪽으로 돌출됩니다. 이 방법은 탁월한 입자 구조와 균일한 벽 두께를 갖춘 이음새가 없거나 거의 이음매 없는 피팅을 생성하므로 압력이 중요한 응용 분야에 매우 적합합니다.
냉간 성형
주로 직경이 작은 티(일반적으로 DN 50 미만)에 사용되는 냉간 성형에는 실온에서 재료를 압축하는 작업이 포함됩니다. 이 방법은 엄격한 치수 공차와 깨끗한 표면 마감을 제공하지만 재료에 잔류 응력이 발생할 수 있습니다. 특히 스테인리스강 등급의 경우 이러한 응력을 완화하기 위해 성형 후 열처리가 종종 적용됩니다.
에이pplications Across Industries
맞대기 용접 이퀄 티는 가압 배관을 사용하는 거의 모든 부문에서 발견되는 범용 피팅입니다. 다양한 디자인과 강력한 용접 조인트 덕분에 다른 연결 유형이 실패할 수 있는 까다로운 조건에도 적용할 수 있습니다.
- 석유 및 가스: 분리기, 열 교환기 및 저장 탱크로 흐름을 분기하기 위해 상류, 중류 및 하류 파이프라인에서 광범위하게 사용됩니다.
- 석유화학 및 화학 처리: 누출 없는 성능이 필수인 반응기 공급 라인, 증류탑 및 화학 물질 투여 시스템에 필요합니다.
- 발전: 일반 발전소와 원자력 발전소의 증기 분배 시스템, 보일러 급수 라인, 냉각수 회로에서 발견됩니다.
- 물 및 폐수 처리: 내부식성과 긴 사용 수명이 우선시되는 분배 헤더 및 공정 배관에 사용됩니다.
- 제약 및 식품 가공: 매끄러운 내부 보어와 전해 연마 마감 처리된 위생 등급 스테인리스 스틸 동등 티는 박테리아 성장을 방지하고 제품 순도를 보장합니다.
- 조선 및 해양 플랫폼: 해양 등급 이중 강철 티는 선박 및 해양 구조물의 해수 냉각 및 밸러스트 시스템에 사용됩니다.
맞대기 용접 이퀄 티 설치 모범 사례
올바른 설치는 재료 선택만큼 중요합니다. 잘못된 용접 기술, 부적절한 준비 또는 부적절한 정렬로 인해 고품질 피팅이 손상될 수 있습니다. 다음 모범 사례는 안정적이고 오래 지속되는 설치를 보장하는 데 도움이 됩니다.
파이프 끝 준비
에이ll pipe ends and fitting ends must be clean, free from rust, mill scale, paint, oil, or moisture before welding. Bevel angles must match the fitting's end preparation — typically 30° for ASME B16.9 conforming fittings. Use mechanical beveling tools or plasma cutting with grinding to achieve a precise edge. Misaligned bevels increase the risk of incomplete fusion and weld defects.
맞춤 및 정렬
루트 패스를 완료하기 전에 적어도 3개의 동일한 간격 위치에서 피팅을 가용접합니다. 조인트의 난류, 침식 또는 틈새 부식을 방지하기 위해 내부 보어가 수평인지 확인하십시오. 용접 공정 전반에 걸쳐 동심도를 유지하려면 파이프 정렬 클램프 또는 맞춤 도구를 사용하십시오. 단 몇 밀리미터라도 잘못된 정렬로 인해 응력 집중 지점이 생겨 피로 수명이 단축될 수 있습니다.
사전 가열 및 용접 후 열처리(PWHT)
재료와 벽 두께에 따라 수소 균열을 방지하기 위해 예열이 필요할 수 있습니다. 벽 두께가 25mm를 초과하는 탄소강 파이프는 일반적으로 최소 150°C까지 예열해야 합니다. 용접 후, 특히 합금강 및 두꺼운 벽 탄소강 설치에서 잔류 응력을 완화하기 위해 해당 코드(ASME B31.3, EN 13480)에 따라 PWHT가 의무화될 수 있습니다.
설치 후 검사
에이fter welding, each joint should be visually inspected, followed by NDT appropriate to the service class. For critical service (Class 1 per ASME B31.3), 100% radiographic or ultrasonic testing of each weld is standard. Hydrostatic or pneumatic pressure testing of the completed assembly verifies system tightness before commissioning.
맞대기 용접 이퀄 티와 다른 티 접합 방법 비교
모든 티 피팅이 맞대기 용접을 사용하는 것은 아닙니다. 이 방법을 대안과 어떻게 비교하는지 이해하면 엔지니어가 각 애플리케이션 상황에 적합한 솔루션을 선택하는 데 도움이 됩니다.
| 연결 유형 | 압력 등급 | 분해 | 최고의 사용 사례 |
| 맞대기 용접 | 최고 | 아니요(영구) | 고압, 고온 시스템 |
| 나사형(NPT) | 낮음~보통 | 예 | 소구경, 저압 유틸리티 라인 |
| 소켓 용접 | 보통에서 높음 | 아니요 | 소구경, 고압 배관(DN 50 이하) |
| 플랜지형 | 높음 | 예 | 빈번한 유지보수 또는 제거가 필요한 경우 |
맞대기 용접 동등 티는 시간이 지남에 따라 성능이 저하될 수 있는 개스킷, 씰 또는 스레드 없이 시스템을 완전히 밀봉한 상태로 유지하면서 가장 까다로운 서비스 조건을 처리할 수 있는 능력이 돋보입니다.
프로젝트에 적합한 맞대기 용접 이퀄 티 선택
올바른 동일 티를 선택하는 것은 단순히 파이프 직경을 일치시키는 것 이상의 의미를 갖습니다. 엔지니어는 피팅이 의도된 서비스 수명 동안 안정적으로 작동하도록 보장하기 위해 여러 기술 매개변수를 동시에 고려해야 합니다.
- 공칭 파이프 크기(NPS) 및 일정: 구조적 연속성과 올바른 용접 간격을 보장하려면 연결된 파이프가 일치해야 합니다.
- 설계 압력 및 온도: 시스템의 최대 작동 조건에 대해 ASME 섹션 II 파트 D의 재료 허용 응력을 상호 참조합니다.
- 유체 호환성: 피팅 재료가 미량 오염 물질 및 세척제를 포함하여 공정 유체와 화학적으로 호환되는지 확인하십시오.
- 열처리 조건: 해당 재료 표준에서 요구하는 대로 정규화, 어닐링 또는 용체 어닐링 조건을 지정합니다.
- 제3자 검사 및 인증: 중요한 서비스를 위해서는 MTR(재료 테스트 보고서), PMI(양성 재료 식별) 및 Lloyd's, Bureau Veritas 또는 DNV와 같은 기관의 제3자 인증이 필요합니다.
적절한 사양에 미리 시간을 투자하면 비용이 많이 드는 오류, 계획되지 않은 가동 중단 및 안전 사고를 방지할 수 있습니다. 맞대기 용접 동등 티를 올바르게 지정, 제조 및 설치하면 가장 까다로운 산업 환경에서도 수십 년 동안 안정적인 서비스를 제공할 수 있습니다.
최신 뉴스
뉴스 그리고 블로그
최근 이벤트에 대한 최신 정보를 받아보세요


